
Spotlight on Simplicity
Hygienic Design in filling technology
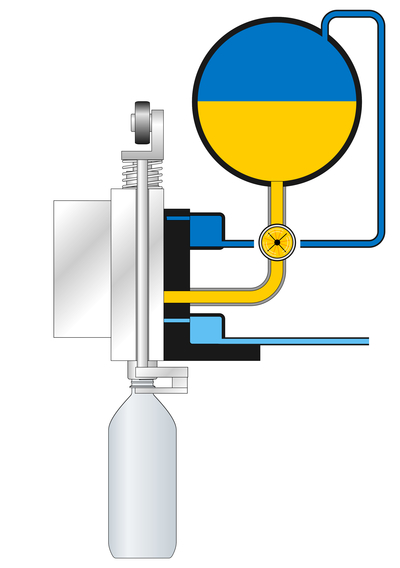
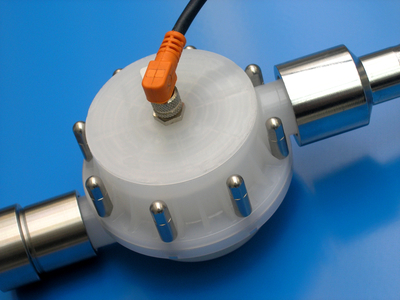
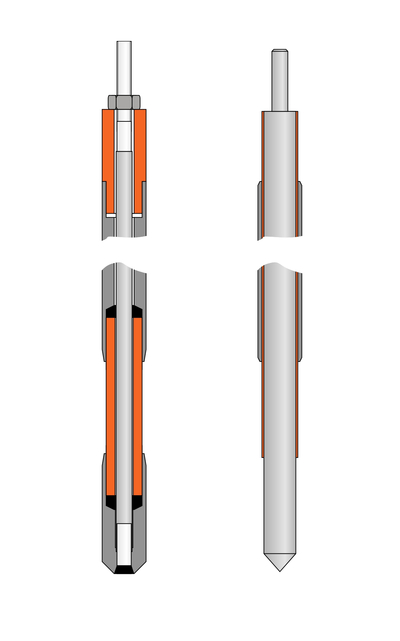
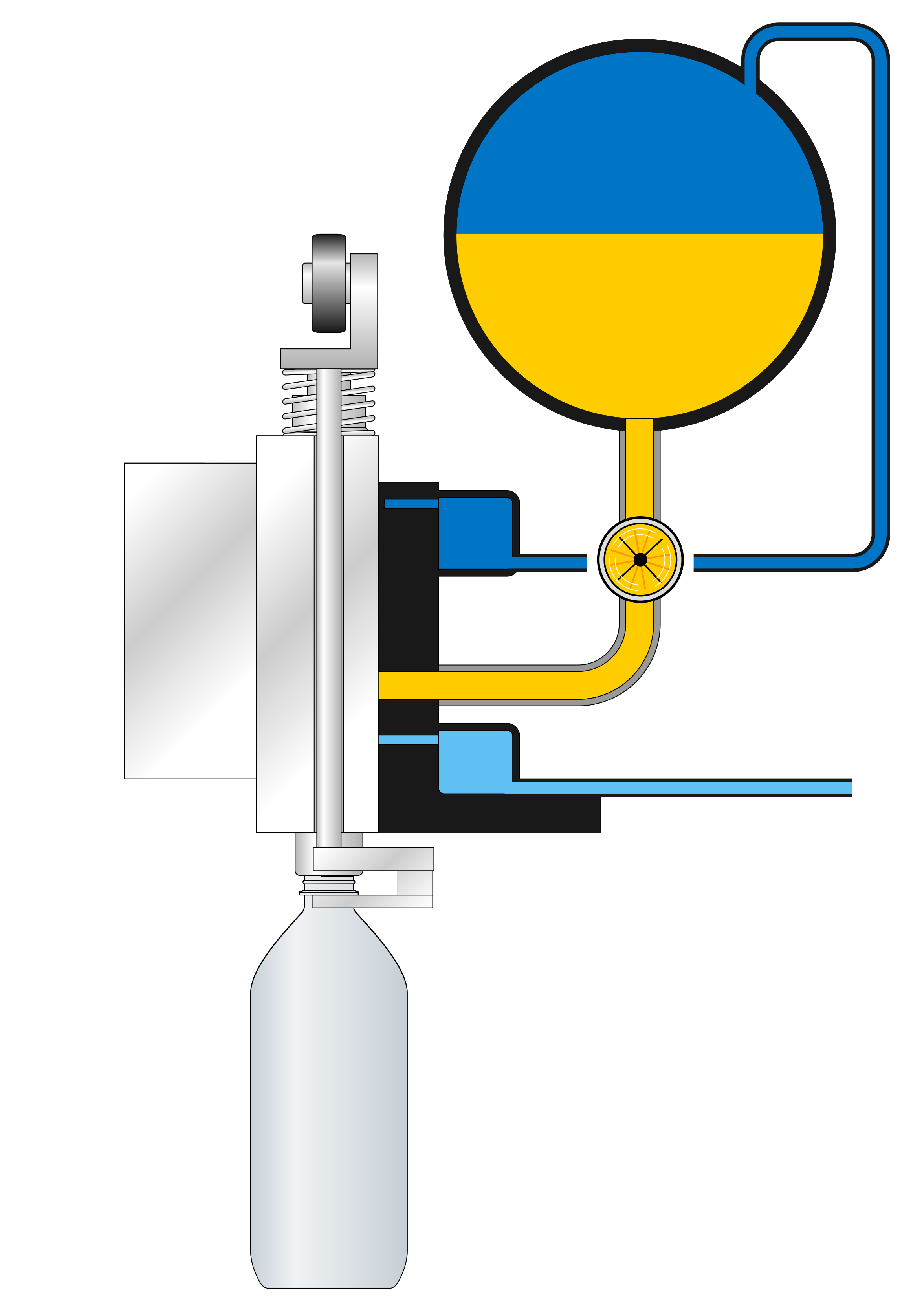
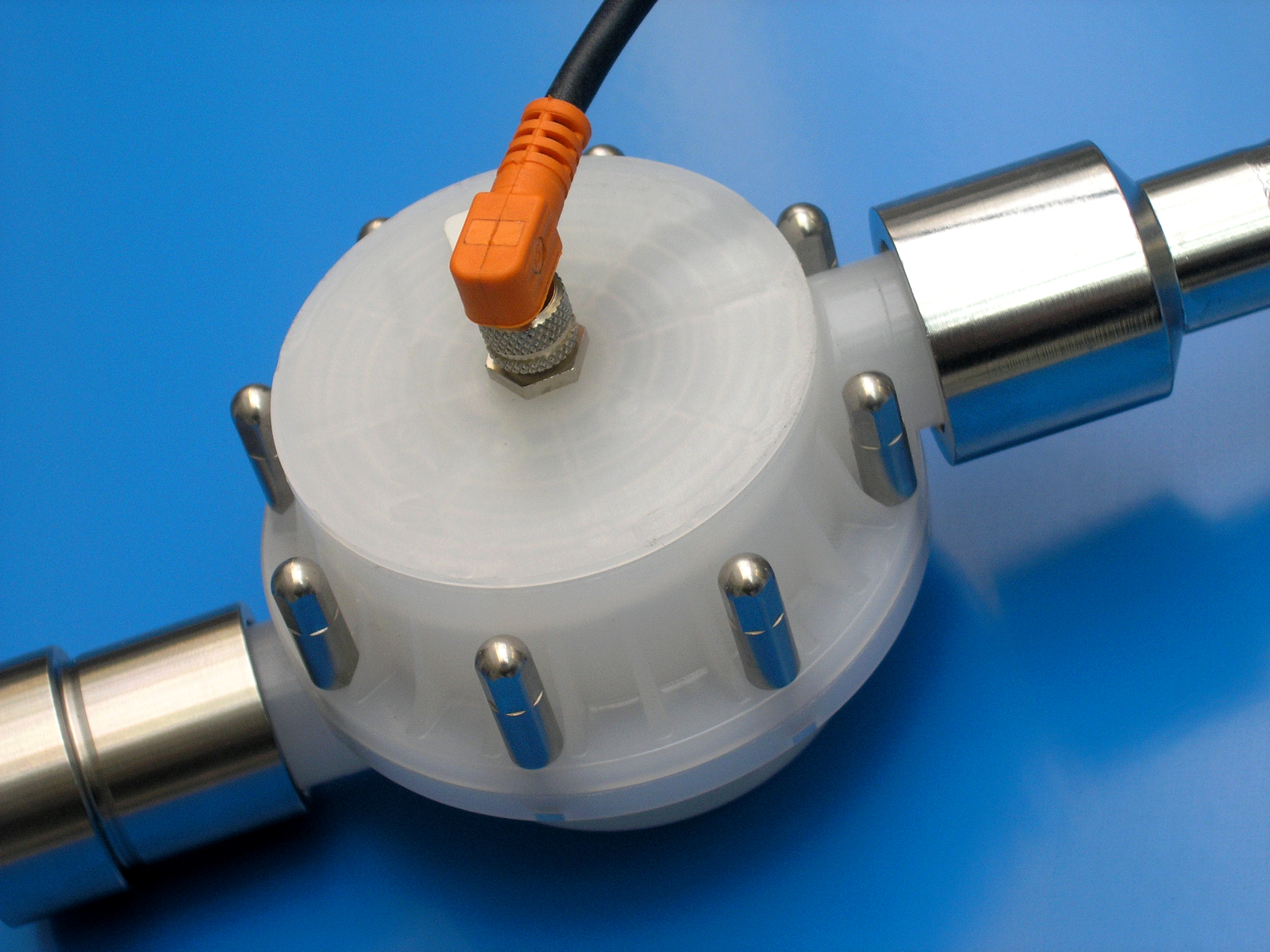
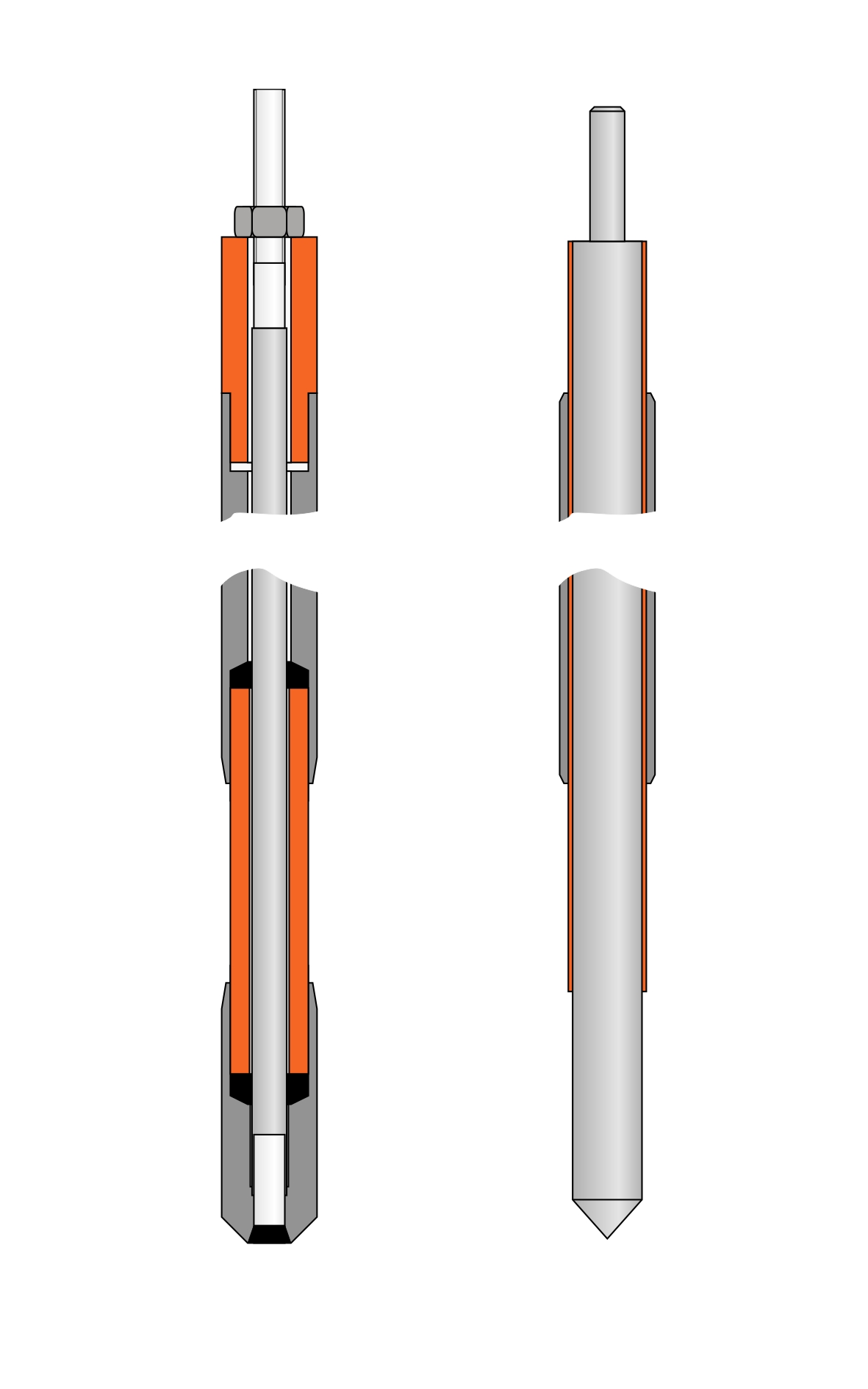
Ludwig Clüsserath* According to the definition of the German Society for Hygiene and Microbiology, hygiene is the “science of disease prevention and the maintenance and promotion of health”. The concept of hygiene originally comes from the Greek and goes back to Hygeia, the goddess of health. Among other things, this demonstrates that hygiene was already an important concept in ancient times. When it comes to ensuring the highest standards of operational hygiene today, the spotlight is on the food production industry. One of the chief practical areas of application here is the implementation of Hygienic Design in machine and plant engineering. The indispensable components in the realization of Hygienic Design are simple design principles; free access to all machine surfaces for cleaning, disinfecting, and inspecting purposes; dispensing with machine surfaces wherever possible; eliminating hidden areas in constructions where deposits and biofilms can form; and free runoff of liquids. This article gives examples of what successful Hygienic Design can look like in practice in beverage filling technology. Both basic knowledge and successful technical solutions which are totally oriented to the standards of Hygienic Design are important. Essential criterion in competition Hygienic Design is a major criterion for a company’s competitiveness. Optimizing consumer protection is always the most important aim when implementing Hygienic Design. Another aspect concerns protecting the health of the workforce in production companies. From an economic perspective, Hygienic Design not only pays off because microbiological risks are eliminated, but also because it means machines and their components can be cleaned quickly and easily. Short cleaning cycles are directly reflected in longer production time and, ultimately, in the increased efficiency of plant engineering. Definition of different areas of hygiene European standard DIN EN 1672-2 (Food Processing Machinery - Basic Concepts - Part 2) clearly divides machines and systems which come into contact with food into different areas. * Manager, Process Engineering Competence Center, KHS AG, Bad Kreuznach,Germany, Phone: +49 (671) 852-2501 Technical solutions have to take this classification into account. Zone A pertains to the food product sector itself, from whence contaminated products could be returned to the product mainstream. If contamination occurs here, products are directly affected and consumer health safety is at risk. Applied to the beverage industry, zone A includes, for example, piping and containers through which products flow or the area around the filling valves in the immediate vicinity of open bottles or cans. Zone B represents what is called the spraying area. Products from this area can no longer return to the product mainstream via a direct route. However, since product sprays can also stimulate the growth of microbes, there is certainly a danger that interventions or manipulations inside zone B can cause germs to enter zone A. Zone B includes machine cladding and star shafts, for example. Finally, outside the danger zones referred to, there is zone C, defined as a 'non-food zone'. Examples of zone C in the beverage industry include the outer area of the filler housing or the bottle conveyors in front of the filler housing. It’s all quite simple It is primarily in zones A and B that Hygienic Design must be implemented consistently. The fundamental principle behind consistent Hygienic Design is consistent simplicity. The example of the hopper clearly illustrates this. Hoppers are hygiene-compliant because they have smooth, sloping surfaces that allow liquids to flow quickly and hygienically into vessels. There are no corners and edges that could pose hygienic risks. Easy access for cleaning is feasible. The logic behind engineering filling technology in accordance with Hygienic Design is equally simple. Exemplary solutions When designing filling technology in accordance with Hygienic Design, for example, the arrangement of the seals must be carefully planned. Seals or membranes are necessary everywhere – for connections in filling valves and containers or for connecting pipe flanges and fittings. If you consider seals in particular, although normal O-rings act as seals, gaps usually form when they are inserted into traditional grooves because of their round shape. This creates an ideal recess for product residue and microbes. The Hygienic Design solution in this case is to design O-ring grooves in such a way that O-rings fit snugly into them without creating gaps. This guarantees Hygienic Design. Naturally, this principle also applies to different sealing geometries. Another simple example of the perfect implementation of Hygienic Design in filling technology is the hygiene-compliant welding of pipes and sheet metal structures where smooth welding is a must. Clearly, any uneven surface or misalignment contains the hidden threat of contamination. An equally simple Hygienic Design system for the filling area entails installing sloping surfaces that help liquids to drain away as in a funnel. This prevents any sumps whatsoever forming below the draining products. Function and Hygienic Design equally catered for from the very beginning of the design process. If Hygienic Design is to be fully integrated into technical systems, this has to be taken into account right from the start when designing new machines. And it also has to be consistent, for without a holistic approach perfect Hygienic Design cannot be achieved. The suitability of machine functions in terms of Hygienic Design and the rapid cleaning and sterilizing processes associated with this has to be scrutinized in each phase of their development. Ultimately, this is the only way to build machines which combine perfect functionality and hygienic design in equal measure. Looking at the modern, computer-controlled filling systems on the market today, we can see that the concept of Hygienic Design is generally being successfully applied. Smooth, fairly clear-cut surfaces, easy access for cleaning and disinfecting procedures, free runoff of liquids – all of this is taken into account as far as possible. From mechanical … The history of filling technology shows that several stages of development were necessary in order to achieve the possibilities provided by Hygienic Design today. The entire filling process in mechanical filling systems, for example, is still regulated by mechanical elements, such as switching levers, switching tappets, cams, and control systems. These elements are usually controlled by the rotation of the filling system, which means that the interior of zone A is very complex and contains crevices and corners where dirt can collect. Time-consuming and costly manual cleaning procedures, including dismantling individual components, are necessary in order to maintain a high standard of product safety. … to pneumatic ... Seen from the viewpoint of Hygienic Design, the development of pneumatic filling systems was a significant step forward. In pneumatic systems, switching levers and tappets were replaced by pneumatic filling cylinders. The cylinder force is transmitted in the sanitary room by means of membranes. This means that components no longer move from the outside inwards. The fact remains that filling valve components, springs, and guide parts are in the passages through which the beverages flow. There are still critical areas here. … and finally computer-controlled filling systems In terms of Hygienic Design, modern computer-controlled filling systems represent the optimum system compared to those in existence until now. It is in these areas, both inside where the filling valves are located and outside, that Hygienic Design is consistently implemented. Among others, another good example of successful Hygienic Design is the computer-controlled, volumetric KHS Innofill DRV filling system which is able to process the entire range of plastic bottle shapes, with sizes ranging from 0.1 to 5 liters. The successful full package consists of a wide variety of Hygienic Design components. The Innofill DRS probe filling system for bottling beer and soft drinks in glass bottles is equally hygienically designed. The Innofill DRV Hygienic Design Package The Innofill DRV filling system has a tubular ring bowl with filling valves flanged outside to a separate valve support system. The main hygienic advantage of a tubular ring bowl is that in contrast to rectangular containers, there are no crevices and edges and the liquids always flow to the deepest point, which is ideal for the CIP and SIP processes. Besides hygiene, the reduced use of materials compared to other setups is yet another advantage of the tubular ring bowl. This means targeted cost cutting by using less energy for heating and cooling the tubular ring bowls. At the same time, heating and cooling takes less time than is generally the case with rectangular vessels. In addition, the lightweight design of the tubular ring bowl decreases the drive forces necessary, which in turn reduces energy consumption and maintenance costs. Small number of control elements The Innofill DRV filling system also incorporates a simple control concept, which operates with a small number of control elements. For example, if only classic, carbonated beverages are to be filled, Innofill DRV-VF filling valves equipped with just two pneumatically controlled membrane cylinders are sufficient. These two pneumatic functions control the entire filling process, including the pressing stroke and sealing the bottle mouth against the filling valve. Using such a small number of control functions and dispensing with a lifting element is possible because the energy resulting from the pressurizing and filling pressures is transmitted directly to the neck ring holders by expansion joints designed in compliance with aseptic design criteria. There is now no longer any need for bottle-lifting elements or for the associated components and controllers for supplying air and lubricants. The general rule is the fewer pneumatically controlled membrane cylinders are required for controlling the filling valves, the smaller the number of mechanical elements and hose connections required for the filling system. Hose connections should always be placed outside the sanitary zone. Ideally, pneumatic pilot valves should also be located outside the sanitary zone and contained in closed, stainless steel, easy-to-clean housings. Both are implemented in the Innofill DRV. Filling by means of swirlers Aspects of Hygienic Design were also focused on during the development of filling valves for the Innofill DRV. Its exterior design ensures efficient external cleaning and features smooth gas cylinder surfaces, sloping surfaces specifically designed to aid product runoff, and open rod guides for the pressing holder. Aseptic sealing systems are used exclusively inside the filling valve. There are no springs or guide parts in the passages through which the beverages flow. A single seated seal opens and closes the filling valve. There are no spaces in which deposits could accumulate. Cleaning and sterilizing procedures are simple. Passages in the filling valve are kept extremely short. This way very few parts and only small surfaces are exposed to the product. The filling process is carried out using swirlers. The filling principle is as follows: once the filling valve is opened, the liquid is conducted into the plastic bottle via the inside walls. This eliminates the need for any spreading elements protruding into the bottle. Simple product and gas passages The gas passages inside the Innofill DRV filling valves are just as simply designed as the product passages. Gas cylinders with gapless sealing systems control the filling process. Hygienic design is achieved by using aseptic membrane technologies both inside and outside, among other things. The targeted cleaning of the process passages is computer controlled. Aseptic criteria met The design of all KHS computer-controlled filling systems meets aseptic criteria where sealing systems and design principles comply exactly with aseptic filling requirements. Yet more proof of the fact that, even with traditional technology, KHS does not rely on hygienically stripped-down systems, but achieves the very best in hygienic design. Every component counts The development of filling systems based on Hygienic Design can only prove successful if the individual elements integrated into these filling systems fully satisfy Hygienic Design requirements. Here, too, existing technologies must undergo constant scrutiny. The aim is to continue to develop existing systems and create new ones, both of which can be seamlessly integrated into a comprehensive hygiene concept. Expansion joints implemented One example of a new development that further enhances the hygiene of the Innofill DRV is the expansion joint designed in accordance with aseptic criteria. Because the expansion joint transmits the pressure inside the filling valve to the bottle pressing mechanism along an aseptic route, the lifting elements and associated peripheral elements could be completely eliminated. The expansion joints are made of PTFE, a special, durable material that is highly resistant to hot temperatures, is fully resistant to cleansers and disinfectants, and has a dirt-resistant surface structure. Cleaning media flow through the expansion joints tangentially during CIP cleaning. This ensures the optimum removal and discharge of dirt. This is verified both in practice and in numerous laboratory experiments based on EHEDG (European Hygienic Engineering & Design Group) specifications, in which extreme contamination is simulated on applying beer concentrate and carrot puree to expansion joints, for example, and then allowing them to dry. New probe system Another example of a single development which now ensures even greater hygiene is the new probe fixed inside the computer-controlled KHS filling system Innofill DRS. The standard practice to date was to use complex elements and seals to separate the electric plus and minus poles necessary to maintain the control signal. Today, a stainless steel rod separates the poles by means of a fully gapless, bonded insulation coating. Machine front table no longer necessary Another highly important factor in terms of greater hygiene is that today filling can be carried out entirely without the traditional machine front table, a feat made possible by servo technology. Servo technology with individual drives dispenses with the need for gearboxes, large gear wheels, and joint shafts. Screw capper with hygienic extras The KHS Innofill SV-ACF screw capper guarantees maximum hygiene in the capping area. It was developed for use with aseptic filling machines and is therefore virtually predestined for use in all other hygienic processes as well. The fundamental separation of capping movements into rotational cap and vertical bottle motions helps to meet hygiene requirements. Each capping spindle is equipped with its own servo drive, which operates independently of the machine speed, perfectly matching the particular style of cap. Changeover is completed at the push of a button with the Innofill SV-ACF. Mechanical intervention is not necessary. In addition, even the capper guides and bearings have an open design, allowing free access in order to optimize cleaning procedures. Increasingly automated processes Human beings pose a contamination risk, which makes increasingly automated processes absolutely essential. Example ways of meeting this requirement include placing the rinsing caps automatically prior to the cleaning process instead of inserting them by hand automatic changeover to a new filling method, such as from normal pressure filling to counterpressure filling; switching between bottles with different mouth types at the push of a button. All these measures not only make for maximum hygiene and optimized Hygienic Design; at the same time, they also permit increased system accessibility. Simple solutions, great impact To bring things full circle, this again shows that above all else Hygienic Design means implementing simple systems that usually also help to cut down on costs. The consistent, practical application of Hygienic Design generally makes systems more efficient. On the one hand, this is because the cleaning processes can be carried out more quickly and easily. On the other, this is due to the fact that the technical solutions are less complex and involve minimized use of wear parts. This results in more and more benefits which ultimately offer both the beverage and food industries clear competitive advantages.
{kind=link}
{kind=link}
{kind=link}
{kind=link}