
„Yes we can“
Top line efficiency meets maximum flexibility
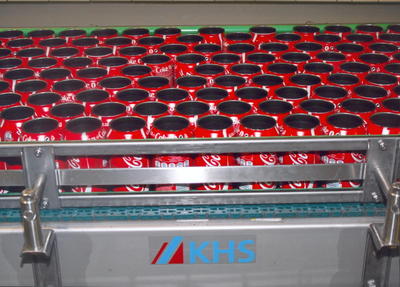
Coca-Cola Enterprises invests in KHS turnkey can line for its production facility at Dongen in the Netherlands Hennie van der Graaf* Herman Miseur** “Yes we can” is the coding under which the first cans filled at the Coca-Cola Enterprises (CCE) facility in Dongen arrived at consumers. It indicates pride in Dongen's first canning operation. And pride in the highly sophisticated filling line that makes perfect canning possible. KHS was the turnkey supplier for the new line. Kris Moortgat, Operations Director at CCE Dongen, said, "The teamwork with KHS already started during the system planning phase and couldn't have been better. KHS implemented our wishes perfectly in every respect and delivered plenty of additional expertise. The statement 'Yes we can' is basically also applicable to the successful implementation of ideas in a complete technical package." In this context Moortgat explicitly stressed the high efficiency of far in excess of 90% with which the KHS can line at Dongen produces today. This high efficiency already became apparent during the acceptance phase. CCE Dongen had specified an average line efficiency of more than 90%. As it turned out, the actual efficiency was 98.2%. “Yes, KHS can,” said Moortgat with a wink. CCE – world's largest producer and marketer of Coca-Cola products As part of Coca-Cola Enterprises (CCE), the Dongen facility belongs to the world's largest producer and marketer of Coca-Cola products. CCE operates in 46 US states as well as Canada and is the exclusive Coca-Cola bottler for Belgium, France, the UK, Luxembourg, Monaco, and the Netherlands. CCE's annual output amounts to around 42 billion of cans, glass, and PET bottles filled with a variety of Coca-Cola products. Overall CCE sales represent around 16% of total sales of the Coca-Cola Company worldwide. * Manager of KHS Benelux B. V., the Netherlands, Tel.: +31/76/5 72 32 30 ** Sales, KHS Benelux B. V., the Netherlands, Tel.: +31/76/5 72 32 30 Annual production capacity at Dongen: 450 million liters CCE has been active on the Dutch market since 1993 when the company acquired the production facility at Dongen, which has since been extended and expanded significantly. Today, Dongen is not only CCE's only production site in the Netherlands, but also the largest facility in the Benelux countries and the second largest CCE production operation in the entire European market. In 2009 alone, the site had an output of 450 million liters of Coca-Cola products filled in a wide range of different containers. The big sellers among the Coca-Cola brands are Coca-Cola, Coca-Cola light, Coca-Cola zero, and Fanta. In addition to PET bottles with 55%, cans are becoming increasingly important with a current share of 25%. Glass bottles and postmix each have a share of around 10%. A total of 80% of all Coca-Cola products consumed in the Dutch market currently comes from the Dongen plant. The remaining 20% is imported. Imports include Coca-Cola brand products such as Acquarius, Burn, and Minute Maid. Moortgat said, "We also deliver Coca-Cola products from Dongen to neighboring Belgium and France, if required. This cooperative exchange has proven successful in every respect." Statistics impressively demonstrate just how popular Coca-Cola brands are in the Netherlands. The annual per capita consumption of non-alcoholic soft drinks is around 65 liters, 30 liters of which are accounted for by Coca-Cola brand products. This means that almost half of all soft drinks consumed in the Netherlands originate from Dongen. Significant sales growth in the pipeline Notwithstanding the high presence in the market, the Dutch demand for Coca-Cola brand products keeps growing. Moortgat said, "In 2009 we achieved significant growth and are expecting even more for 2010." This growth also includes a planned increase in sales of Coca-Cola brand products in cans. And – we've come full circle – this requires an effective and flexible can line. New KHS turnkey can line substantiates growth forecasts The new KHS turnkey can line currently has an output of 90,000 0.33-liter cans per hour, in line with CCE specifications. In order to accommodate the planned growth a line capacity of up to 120,000 0.33-liter cans per hour should be possible in future. Machines including the bulk depalletizer and the filling system are already designed accordingly. An additional dry area will shortly provide the required capacity expansion for packaging and palletizing. By the middle of this year, the second planned investment phase will be complete, and the whole line will be able to operate with an output of 120,000 0.33-liter cans per hour. Wide range of can sizes can be processed The highly flexible line technology is by no means limited to conventional 0.33-liter cans. If required it could also be used for filling and packaging conventional 0.5-liter cans as well as 0.33, 0.25, and 0.15-liter slim cans. Maurice Malchair, Senior Engineering Manager at CCE Dongen, said, "With our new KHS line we are well set up for current and future consumer requirements." Maximum functionality consistently taken into account In addition to maximum flexibility, the KHS line also focuses on maximum functionality, starting already before the cans are depalletized. A forklift truck sets down two empty can pallets on two parallel conveyor belts. The production time with the conveyor section fully loaded with empty can pallets is around 45 minutes. User-friendly control: The plastic load-securing straps are automatically removed from the empty can pallets. Empty can pallets are conveyed fully automatically to the Innopal ASH bulk can depalletizer. Gentle depalletizing In the Innopal ASH, the pallets are raised to the required position in a shaft that is enclosed on three sides. A four-sided, enclosed pusher system regulates the centering of each layer during depalletizing to provide ideal conditions for a gentle treatment of sensitive can material. The centering strips of the pusher frame can be adjusted by a motor. In conjunction with a pneumatic shaft wall adjuster, the machine can switch to a new format at the push of a button. Only the grippers for the steel frame have to be set manually - the process is quite straightforward. All surfaces of the depalletizer that are exposed to the cans are covered with plastic plates to prevent damage to the cans. The machine is equipped with two pickups. One of them picks up the steel cover frame, brings it into a home position and returns it to the pallet once the pallet has been unloaded. The placement position of the frame is monitored by a light barrier. An automatic pallet liner remover conveys the liners to a magazine provided especially for this purpose. When a predefined level is reached, the magazines are emptied automatically, making this process also very user-friendly. Amply sized conveying sections ensure the flow in the line Once the Innopal ASH has fed the cans into the line, a vacuum bridge removes any flawed cans. The special feature in this case is the S-shaped design of the vacuum bridge, which enables can conveying to continue at a different conveying height for layout reasons. An air conveyor takes good cans towards a sloped rinsing system where they are transferred shortly before entering the rinser, which rinses them with water and air. The filling level of the conveyors is constantly monitored by light barriers. Once the maximum filling level of the conveyor belts is reached, the empty can depalletizer stops automatically. Marc Adriaansen, Engineering & Maintenance Manager at CCE Dongen, said, "Just like upstream of the rinsing system, spacious conveyor sections maintain a continuous flow of cans throughout the line." The heart of the line: Innofill DVD During the rinsing process, cans are lowered to the filler level and then enter the heart of the line, the electronically controlled, volumetric Innofill DVD filler equipped with 184 filling stations. The principle of magnetic inductive flow metering is used here to achieve maximum fill level accuracy. Deviations in can capacities supplied by various manufacturers are therefore no longer a matter of concern. If the system is programmed to fill 0.33 liters, for example, each can then contains exactly 0.33 liters. The Innofill DVD can easily be switched to different can sizes from the operator terminal at the push of a button. The operator simply retrieves the settings programmed into the system, and production continues with the new can size. This results in time savings and increased machine availability. Normal format part changing is necessary only if cans with other diameters are to be processed. The Innofill DVD features smooth product passages everywhere from the ring bowl to the filling valve. Aseptic membrane and sealing technology is used in all filling valves of the Innofill DVD and all other channels and routes exposed to the product. In addition to carbonated beverages the Innofill DVD is also equipped for bottling still beverages. At the present time, the Dongen facility only fills Coca-Cola brand carbonated products currently in demand. Once a can has been sealed against the filling valve, any air contained in the can is displaced by purging with CO2. The return gas passage is then closed, while the gas passage remains open. The can is pressurized to a filling pressure that is oriented to the CO2 content of the product. Once the required pressure is reached the liquid valve opens. The product radiates free of bubbles to the inside walls of the can and gently enters the can at a constant rate. Any gas contained in the can escapes into the pressurization channel. Once the magnetic inductive flowmeter registers the set filling volume, the filling valve closes automatically. The filling process is now complete. Subsequent snifting is pressure-controlled with little foaming and may involve two stages for particularly sensitive beverages. Fully enclosed filler-capper monoblock area meets requirements for maximum hygiene At Dongen, like all other CCE plants worldwide, maximum hygiene standards are applied in sensitive areas. The filler-capper monoblock is fully enclosed. Part of the enclosure ceiling is equipped with filter units that filter and clean the bottling shop air. A slight overpressure within the enclosure ensures a permanent flow of air from the ceiling to the floor. The section where open cans are conveyed is supplied with fresh filtered air at all times. Gaps in the cladding and an opening in the base area ensure that filtered air can escape into the bottling shop. Continuous monitoring A rejector integrated between the filling and capping system channels out any improperly filled cans. After filling and capping, complete filler rounds can be channeled out to a separate conveying segment. At Dongen, this is planned approximately every hour in order to ensure maximum microbiological safety. During the checking process, each individual can be traced back to the respective filling valve and seaming head. Any measures that may be required can be implemented immediately and accurately. Filler with dosing and blending system form process engineering unit Installed directly upstream of the Innofill DVD filling system is the new Innopro Paramix C dosing and blending system recently launched by KHS featuring plenty of extras. Both the deaeration and finished beverage tanks of the three-component Innopro Paramix C dosing and blending system are installed horizontally which not only saves space but also offers a range of technological benefits. The first process step within the Innopro Paramix C is water degassing based on the principle of two-stage vacuum spray degassing. As opposed to setups that use a vertical deaeration tank, the horizontal deaeration tank and method of spraying distribute the liquid particles over a greater surface area and thereby promote successful degassing. The Innopro Paramix C reduces the residual oxygen content in the water to less than 0.3 milligrams per liter. Precision mass flow metering takes place in the syrup pipe train of the Innopro Paramix C upstream of the mixing pump. Even diluted syrup phases are detected automatically and precisely. As a result, the mixing ratio of water and syrup can be adjusted to meet specifications at any time. Diluted syrup phases no longer have to be discarded. Product changeovers are now even quicker. The bottom line is that all aspects described above contribute to increased line efficiency and targeted cost reduction. During carbonation, a special KHS carbonation nozzle ensures that the carbon dioxide is optimally distributed and bonded in the beverage. Here too the horizontally positioned finished beverage tank offers a significant advantage: Analog level measurement in the buffer tank in conjunction with recipe-controlled, fully automatic output regulation of the Innopro Paramix C between 30% and 100% guarantee constant production conditions while avoiding additional CO2 consumption. This advantage, together with the deaeration and carbonizing procedure that has been planned down to the last detail, contributes to minimizing the amount of microbubbles in the product and brings about a clear increase in filling system efficiency. The Innofill DVD and Innopro Paramix C are defined as a process engineering unit. The Innopro Paramix C directly orientates itself to the output of the KHS filling system during the production process. Before conveying the filled cans to the packaging machines, the fill levels are checked and the lids are inspected after which the cans are turned upside down by an automatic can turner, coded, and then returned to their original upright position, followed by a second fill level check and lid inspection. Advanced series packaging equipment with plenty of extras … Two can packaging machines are available: the Innopack Kisters SP Advanced shrink packer and the Innopack Kisters TSP Advanced tray shrink packer. Processing options include formation of shrink packs followed by conveying of the packs to the palletizer or the Innopack Kisters TSP Advanced. The Innopack Kisters SP Advanced is capable of operating at up to 120 cycles per minute and is able to set up four, six, eight, and twelve-can packs. A leaflet inserter is also integrated into the system. The Innopack Kisters TSP Advanced operates at up to 100 cycles per minute and places readied shrink packs on trays of 24 units each, which are then shrink-wrapped. It is also possible to feed cans individually to the tray shrink packer. In this case, the cans are packed on trays of 24 cans each, shrink-wrapped if required, and then conveyed to the palletizer. A special feature of the Innopack Kisters TSP Advanced is the extended cardboard blanks magazine, which further minimizes operator involvement. The fact that both the shrink packer and the tray shrink packer are from the new KHS Advanced packing machines line means maximum flexibility of the packaging solutions and maximum future-proofness. Within the new Advanced product line, modular design, for example, has been consistently developed further. Exchangeable function modules are used for each task. This also means that each function module forms a self-contained unit and that can easily be removed from or integrated into the system as a whole. In this way, the shrink packer can easily be changed to a pad shrink packer or a tray shrink packer, if required. In addition, the system can easily be adapted to new processing conditions. Be it can processing, plastic or glass bottle processing, different pack shapes or heights – the imagination knows no bounds. Adriaansen said, "We are impressed by the high degree of flexibility of our new packaging equipment, the straightforward operator-controlled format changeover, and the top-of-the-line hygienic design." In the operator-controlled format changeover system the control panel notifies the operator where exactly adjustments are required in the event of a product changeover and what exactly has to be adjusted. The packaging equipment from Advanced range additionally meets the requirement for highest standards in hygiene. The carrier systems for the function modules are comprised of painted pipes permanently welded to the machine. The drainage system for cleaning media, rinse water, and any product runoff has been optimized by using drip trays located underneath the function modules. Malchair said, "Another benefit of the shrink packer and tray shrink packer from the Advanced product line is that all machines feature identical servo motors with integrated servo controllers. We are very satisfied with the Advanced package in all respects." … times two In fact, the level of satisfaction is such that another shrink packer and another tray shrink packer from the Advanced range have already been ordered. Both machines will enable a targeted performance increase of the entire line to 120,000 cans per hour and will be integrated in the line along with existing packaging equipment downstream of the coding section and can turner. Moortgat said, "In addition to the envisaged performance increase, this further investment in KHS packaging equipment and an additional palletizer will give us even more flexibility. For example, we will be able to produce different types of packaging in parallel." The bottom line: "Yes we can" This aspect is particularly advantageous for CCE in the Netherlands, where the market demands a wide range of different packaging options. All told, Dongen produces around 250 different packaging units for the Dutch market alone. This once again demonstrates that flexibility is a key factor in line technology. According to Moortgat, this flexibility will contribute to further sales increases for CCE in the Netherlands. Moortgat said, "We remain the number one soft drink producer in the Netherlands, not least because flexibility and efficiency go hand in hand with reliability and responsibility at our Dongen plant. Our motto in three words is simply: Yes we can!"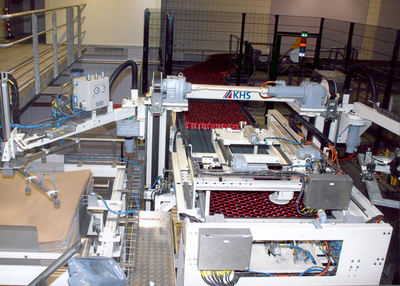







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}