
Long-term investment: Bad Meinberger mineral water bottling plant relies on technology and expertise from KHS
Long-term partnership continues: Bad Meinberger and KHS implement future-proof line conversion
Beverage bottles made of glass have again become increasingly popular in the last few years. Lots of consumers and beverage brands are now consciously opting for this type of packaging. A good number of bottlers are thus adding glass containers to their portfolio or expanding their production capacities. They are often then faced with the question of whether to invest in a new system or convert an existing one. Mineral water bottling plant Bad Meinberger was no exception here. The answer was provided by the line specialists from KHS – in close and cooperative partnership with the customer. They modified the plant’s existing returnable PET line so that it can process glass bottles just as efficiently – and in doing so optimized its consumption values to boot. At the same time the beverage producer invested in the powerful Innofill DRS filler.
Bad Meinberger is a taste of home. Since the age of Goethe, the spring that made the farming village on the slopes of the Teutoburg Forest a spa has lent the Bad Meinberger brand its name. The mineral water bubbles 160 meters up from the rock of this low, forested ridge of hills. In Germany’s Westphalia, the Bad Meinberger brand (officially called “BAD MEINBERGER DIE QUELLE seit 1767”) is drunk at the dinner table, after sport and during work breaks. Besides the popular regional brand for North Rhine-Westphalia, the traditional family-owned company also markets calcium-rich FORSTETAL600 Calciumquelle mineral water, particularly in the north and east of Germany. With 600 milligrams of calcium per liter, it contains an extremely high percentage of the trace element that is so important for healthy bones and muscles. German consumer magazine ÖKO-TEST has awarded it the top mark of “excellent” for its high calcium and low sodium content. Bad Meinberger is also a contract filler for the popular soft drink brand Thomas Henry.
The bottling plant’s philosophy on quality is as clear as its water. To quote managing director Volker Schlingmann, “Our mineral water is a natural product that we make high quality demands of. The packaging has to meet these, too.” What Schlingmann finds particularly important is the concept of environmental protection and the circular economy. The mineral water bottling plant therefore pursues an ambitious sustainability strategy that incorporates every single aspect of the company – such as the choice of packaging and the machine technology. For this reason, Bad Meinberger only uses returnable bottles that are “ecologically advantageous”. Since May 2021 both the company and all Bad Meinberger products have been climate neutral throughout the entire product life cycle. For its outstanding commitment to sustainability, in 2019 the mineral water bottling plant was heralded as a pacesetter at the KlimaEXPO.NRW exhibition.
Convincing KHS service and line performance
Until recently, Bad Meinberger filled its products on two lines: a returnable PET and a glass bottle line. However, the increased demand for mineral water and soft drinks in glass bottles called for a radical restructure. “We’ve been seeing a massive growth in this segment since 2013. In the long term, we saw no alternative but to increase our glass capacities,” says Schlingmann. The question was whether the plant needed to invest in a new line or whether one of its existing lines could be revamped so that it could cope with the higher demand. Bad Meinberger then approached KHS in this matter. This was not by chance: the two traditional companies have enjoyed a long and trusting cooperation for many years now, with their history of development and success inextricably linked. “We not only share a bold enterprising spirit but also the desire to give our customers sustainable and future-proof systems,” explains Dirk Dünnhaupt, KHS sales manager for North Rhine-Westphalia. This company philosophy was a key aspect in the implementation of the current project.
In 2018 the first talks were held between the mineral water bottler and KHS. After some complicated technical negotiations, Bad Meinberger decided to turn its existing returnable PET line into a combined system that can process both PET and glass bottles. The good condition of the machine park had a considerable impact on the nature of the decision reached, with some of the KHS machines in use for over 15 years. The fact that Bad Meinberger also attaches great importance to having trained expert personnel regularly service and clean its plant engineering also paid off in this respect. In 2019 the project then entered the concrete planning and offer phase, for the strategy adopted by the Dortmund systems provider had proved convincing.
Challenging conversion
The conversion focused on the KHS Innoclean EM bottle washer that has been in successful operation for 17 years at Bad Meinberger. The KHS team changed the machine so that it can now sanitize both PET and glass bottles. This was a very challenging undertaking, Dünnhaupt claims. “The cleaning processes for the two containers differ greatly. There’s the difference in temperature for a start, as glass bottles are washed at considerably higher temperatures. Furthermore, with PET bottles the label has to be cut off before rinsing; with glass bottles, the machine washes the label off.” KHS duly mastered both challenges through smart optimization of the Innoclean EM. Firstly, it developed a special procedure that makes the recooling and heating process during container changeover more efficient and sustainable. This greatly improves the consumption values on the bottle washer. Secondly, the KHS team also engineered a system for label discharge. Thirdly, the spray pumps were optimized. They now only run at full power when there are bottles in the machine. During downtime or breaks the spray pump pressure levels are automatically lowered. This helps Bad Meinberger to save on water and electricity.
In addition to the bottle washer, the plant’s packers and unpackers in the Innopack PPZ series were also adapted to the new setup. The KHS experts fitted the packaging machines with new format sets and packing heads so that they can now cater for the different bottle and crate formats for PET and glass.
Increased efficiency and improved hygiene
There was one new investment the bottler didn’t want to do without, however: KHS’ powerful and efficient Innofill DRS filling system. “Converting the machine over to a combined system meant that this new investment was unavoidable,” Dünnhaupt states. “As glass bottles don’t have a cap ring like PET containers, the filler can’t grip them by the bottle neck. This means they have to be conveyed by the base, a feature the old machine didn’t have.” The former model is also inferior to the DRS when it comes to the efficient use of resources. The filler’s high level of hygiene was another key factor that triggered the decision to opt for this particular system. This is facilitated by the machine’s rotary design and installation of the motors in the frame. The automatic CIP caps also play a role here. Thanks to the practically operator-free technology, not only are hygiene and safety improved but also the degree of efficiency.
The modernized system went into production in the middle of March 2021. The line fills and processes up to 30,000 returnable 1.0-liter PET bottles or a maximum of 33,000 0.75-liter glass bottles per hour. Schlingmann didn’t take it for granted that the conversion would run so smoothly and without any delays. “Quite simply, the people at KHS did a really good job. They managed this mammoth task extremely professionally and on time – despite all of the corona restrictions.” He believes that his company is now perfectly set up for the future with its sophisticated conversions and new investment. The mineral water bottling plant not only profits from more flexibility that allows it to react quickly to changing market demands; its improved line and resource efficiency also helps it to achieve its ambitious sustainability targets.
The people at KHS are also pleased. “This project has once again proved that we can effectively perform challenging conversions on existing machines with a long service life. Our solution is a sound option for all beverage producers who can’t or don’t want to invest in new plant equipment,” Dünnhaupt concludes.
About Bad Meinberger
With over 135 million bottles filled a year, Staatlich Bad Meinberger Mineralbrunnen GmbH & Co. KG is one of the 40 largest mineral water bottling plants in Germany. Founded in 1767 as the mineral water spring for the spa town of Bad Meinberger in East Westphalia and privatized in 1990, the company with its around 110 employees makes high demands of quality and sustainability. All processes are designed to save on resources. Since May 2021 both the company and all Bad Meinberger products have been climate neutral. The traditional company markets the brands BAD MEINBERGER DIE QUELLE seit 1767, FORSTETAL600 Calciumquelle and Externstein Quelle. The plant is also a contract filler for Thomas Henry.
About the KHS Group
The KHS Group is one of the world’s leading manufacturers of filling and packaging systems for the beverage and liquid food industries. Besides the parent company (KHS GmbH) the group includes various subsidiaries outside Germany, with production sites in Ahmedabad (India), Waukesha (USA), Zinacantepec (Mexico), São Paulo (Brazil) and Suzhou (China). It also operates numerous sales and service centers worldwide.
KHS manufactures modern filling and packaging systems for the high-capacity range at its headquarters in Dortmund, Germany, and at its factories in Bad Kreuznach, Kleve, Worms and Hamburg. The KHS Group is a wholly owned subsidiary of the SDAX-listed Salzgitter AG corporation.
In 2020 the KHS Group and its 5,085 employees achieved a turnover of around €1.130 billion.

Innofill Glass DRS
In 2019 Bad Meinberger invested in a KHS combined line on which the traditional company can process both glass and PET bottles. The resource-conserving Innofill Glass DRS forms the heart of the new system.
Download image (JPG, 150 KB){kind=link}

High-performance filler
The Innofill Glass DRS’s high standard of hygiene was just one feature that had the mineral water bottling plant convinced. This is facilitated by the machine’s rotary design, installation of the motors in the frame and the automatic CIP caps.
Download image (JPG, 157 KB){kind=link}

Bottle washer: PET
The conversion focused on the KHS Innoclean EM bottle washer that has been in operation for 17 years at Bad Meinberger. The KHS team changed the machine so that it can now sanitize both returnable PET and glass bottles.
Download image (JPG, 200 KB){kind=link}

Bottle washer: glass
For conversion of the bottle washer the KHS experts developed a special procedure that makes the recooling and heating process during container changeover more efficient and sustainable. They also engineered a system for label discharge.
Download image (JPG, 235 KB){kind=link}

Packing system
During line conversion the KHS specialists fitted the packers and unpackers in the Innopack PPZ series with new format sets and packing heads.
Download image (JPG, 270 KB)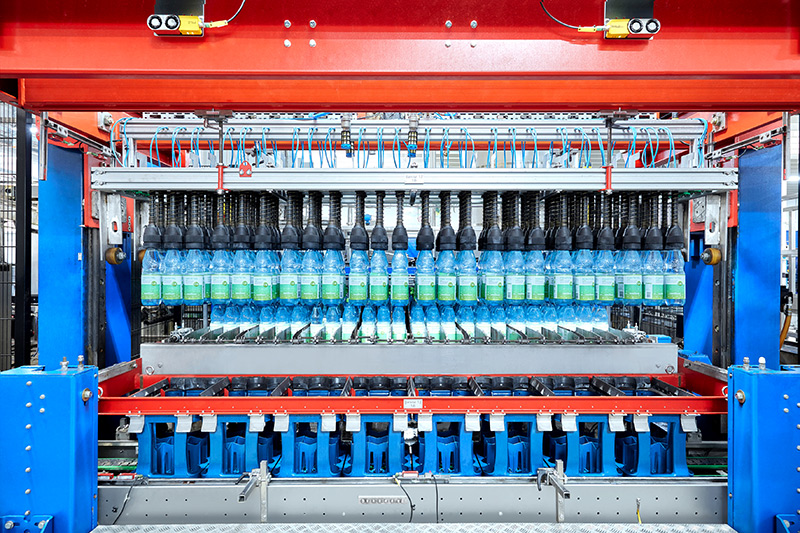{kind=link}

Product portfolio
Bad Meinberger produces and markets the brands BAD MEINBERGER DIE QUELLE seit 1767, FORSTETAL600 Calciumquelle and Externstein Quelle. The plant is also a contract filler for Thomas Henry.
Download image (JPG, 159 KB){kind=link}

Forstetal 600
With 600 milligrams of calcium per liter, Bad Meinberger’s calcium-rich FORSTETAL600 Calciumquelle mineral water contains an extremely high percentage of the trace element.
Download image (JPG, 176 KB){kind=link}

Volker Schlingmann
“Quite simply, the people at KHS did a really good job. They managed this mammoth task extremely professionally and on time – despite all of the corona restrictions,” says Volker Schlingmann, managing director of Bad Meinberger, of the work done by the experts from KHS.
Download image (JPG, 130 KB){kind=link}