
Safe, Cost-Effective, And Sustainable – With Perfect PET Bottle Quality
New KHS preform sterilization method for ultra-clean applications provides plenty of extra benefits
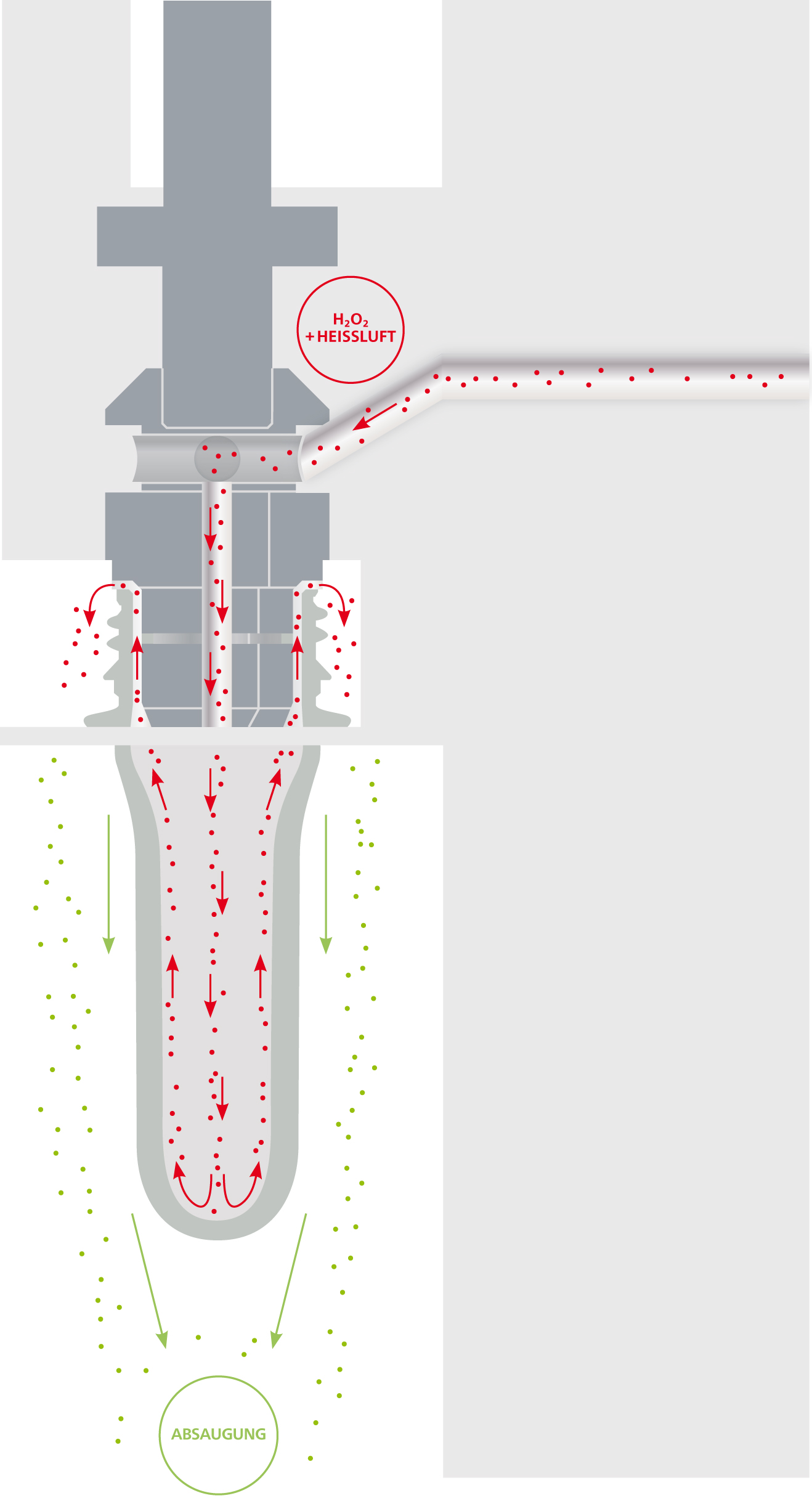
Frank Haesendonckx* At the time of writing the bottling of beverages in non-refillable PET bottles under ultra-clean conditions is increasingly gaining in significance. The reason for this is that the non-carbonated waters, fruit spritzers, and still fruit drinks that require cold filling in an extremely germ-free environment, and are thus predestined for ultra-clean bottling, are becoming ever more popular with consumers. The standard procedure to date was to ultra-clean fill in a specially designed and housed rinser/filler/capper monoblock, into which the freshly blown, one-way PET bottles were conveyed. To make ultra-clean filling even more cost-effective and sustainable while maintaining the utmost safety, KHS has now developed a new concept for the sterilization of preforms where the stretch blow molder is monoblocked with the filler/capper unit, providing customers with a whole host of extra benefits. The greatest of these is that sterilizing preforms in advance eliminates the need for PET bottle cleaning and rinsing upstream of the ultra-clean process. This not only helps to cut down on investment costs for the rinser but also saves rinse water, contributing to the factor of sustainability. Another major plus of preform sterilization is that the preform has a much smaller surface area compared to the fully blown PET bottle. The area to be sterilized is thus much smaller, reducing the amount of sterilant needed tenfold or more, and again underlining the sustainability of the new system. InnoPET BloFill concept a must If preform sterilization is to be incorporated into an ultra-clean filling setup, the stretch blow molder and filler/capper systems must be monoblocked and the InnoPET BloFill concept applied. Preform sterilization takes place in the heater area of the InnoPET Blomax Series IV generation of stretch blow molders. This is where the preforms are heated using near infrared radiation, the latter the prime feature of KHS' new Series IV stretch blow molders. * Manager, Blow Molder CC, KHS Corpoplast GmbH, Hamburg, Germany. In this system shortwave infrared radiation, which has an especially high energy density, is used exclusively. With NIR, the penetration of the preform wall is extremely intense – a feature further enhanced by feeding the preform through a closed heating chamber with all-round reflection. Using the new heating technology in the heater segment of the InnoPET Blomax Series IV means that the heating time for preforms is practically halved in comparison to the classic infrared heating procedure. This has the advantage that the heater area only takes up half as much space as in the previous model, and only half the number of the preforms has to be channeled out of the system in the event of an emergency stop. New sterile chamber module in the heater segment A new sterile chamber module has been designed for preform sterilization in the heater segment of the InnoPET Blomax Series IV. Preforms enter this sterile chamber module after they have been heated up to a temperature above preform glass temperature. A sterile air airlock reliably separates the sterile chamber from the remaining heater area at both the feed end and discharge end, ensuring that no germs contaminate the sterile area. This also prevents the hydrogen peroxide sterilant entering the rest of the process, which would pose a risk of corrosion to the downstream machinery. Deliberately isolating the sterile chamber module also makes sure that the residual amount of H2O2 in the atmosphere always remains well below the specified limit. Gentle conveying of preforms by active mandrels In the InnoPET Blomax Series IV each and every preform in the entire heater area is conveyed by what is known as an active mandrel. After the preforms have been loaded and spaced by a star wheel, this active mandrel receives the preform by first entering into it from above without contact. Tiny balls then press against the mouth of the preform from inside and lock the mandrel in place, ensuring safe transportation of the preform through the heater segment. Using an active mandrel to feed preforms through the heater area makes elaborate transfer devices redundant and results in extremely gentle preform conveying. Sterilization process with hot air and hydrogen peroxide Where preform sterilization is integrated into the heater area, a special active mandrel construction is applied. This enables a mixture of hot air and hydrogen peroxide (H2O2) to be injected into the preform through side openings at a temperature of around 120°C in the sterile chamber module. The gaseous mixture passes directly into the preform body through a cavity in the mandrel which is similar to a hollow pipe. By permanently immersing the preform in this gaseous mixture an exchange of gas takes place, ensuring that all inner surfaces of the preform, including the preform mouth, are flushed with H2O2. This makes the sterilization process extremely reliable. The gaseous mixture that exits the preform mouth is extracted by the cooling rails of the thread cooling. Specifically directed sterile air supply for the safe removal of residual hydrogen peroxide Sterilization in the sterile chamber ends with a supply of sterile air which smothers the entire preform body in a layer of sterile air. New sterile air is constantly introduced into the process and existing sterile air extracted. The sterile air supply is specifically directed, resulting in any residual H2O2 on the outside of the preform being reliably removed from the process. The flow rate, pressure, and other parameters that determine the flow behavior of the sterile air are calculated depending on the speed of the preforms and the amount of H2O2 available in the sterile chamber, and automatically set by the system. Precise application of the heating profile only after preform sterilization for perfect PET bottle quality and targeted lightweighting Once the sterilization process is completed, the preforms are conveyed to another heating chamber where an exact heating profile is applied. When a sterilized preform is directly introduced into the blow molding process, the heat profile must be compensated for and the preform temperature reduced. The procedure described here has the major advantage that the best possible distribution of material within the PET bottle is obtained, as the preform is preheated very quickly and therefore extremely precisely during the blow molding process. This in turn gives maximum process stability and makes it possible to produce extremely light PET bottles. Another plus point here is that preforms do not have to be superheated prior to sterilization to ensure that a blow moldable preform is available after sterilization. Targeted energy savings are the result, again emphasizing the sustainability of this process. Servo-motor-controlled stretching process for even greater precision Another aspect of the InnoPET Blomax Series IV generation of stretch blow molders which ensures that there is always an optimum distribution of material in the manufactured PET bottles is that the stretching process is now controlled by servo motor. This makes sure that the speed of the blow molder always perfectly adjusts itself to the specifications of the filling system. If the speed of the blow molder is reduced, the stretching motion can still be carried out at the same rate as at a high machine speed despite the slower machine rotation. This means that in a stretching process driven by servo motor preforms can be used that have been optimized down to the last tenth of a gram of PET material. All told, servo-motor-controlled stretching has excellent prospects: specific savings on materials, increased process stability, and, accordingly, a further reduction in the amount of scrap. Preform and PET bottle transfer in an enclosed sterile area After passing through the heater, the preform is released by the active mandrel to a gripper which feeds it directly to the blow station. In order to ensure that the preform is not recontaminated during transfer from the heater area to the blow station, the segment the gripper-held preform passes through en route to the blow station is enclosed. In this housing there is a permanent flow of sterile air which is directed downwards. This housing with its downward flow of sterile air ensures that the PET bottle material remains sterile even when the freshly blown PET bottle is removed from the stretch blow molder. The ensuing sterile air airlock consistently keeps the dry area of the blow molder separate from the wet area of the filler. The risk of corrosion in the blow molder is thus eliminated. After exiting the airlock, the PET bottles move directly to the filler infeed star and the filling valves. In ultra-clean filling the filler system and capper area are enclosed and part of the roof of the ultra-clean isolator is equipped with filter units. Here, there is a continuous flow of sterile air from the ceiling to the floor area, ensuring that essential filling safety requirements are adhered to in all respects. Extensive testing for best results So that KHS could provide the beverage industry with the best possible solution to the problem of preform sterilization, before the system was put into practice it underwent extensive testing at the KHS laboratory. One of these tests involved contaminating all manner of preforms and carefully examining them following sterilization to see if they met all conditions of the ultra-clean filling process. The conclusion reached was that with its newly developed preform sterilization concept KHS has come up with a system that ensures fully reliable sterilization and adjusts itself to the given preform design with perfect precision. Should the beverage industry wish to test the efficiency of KHS preform sterilization on any individual preform designs prior to deciding to invest in this system, tests can be carried out at the KHS lab to this end at any time. Suitable for all line outputs Preform sterilization can be implemented on all line outputs stipulated by the designated InnoPET BloFill monoblock concept. This means that up to 72,000 preforms per hour can be treated based on the maximum capacity of the InnoPET Blomax Series IV. Beverage industry to profit from a whole range of benefits To sum up, KHS' preform sterilization concept is a new development that allows the beverage industry to fill beverages under ultra-clean conditions even more cost-effectively and with greater sustainability than ever before – while maintaining maximum process safety, process stability, and first-class PET bottle quality.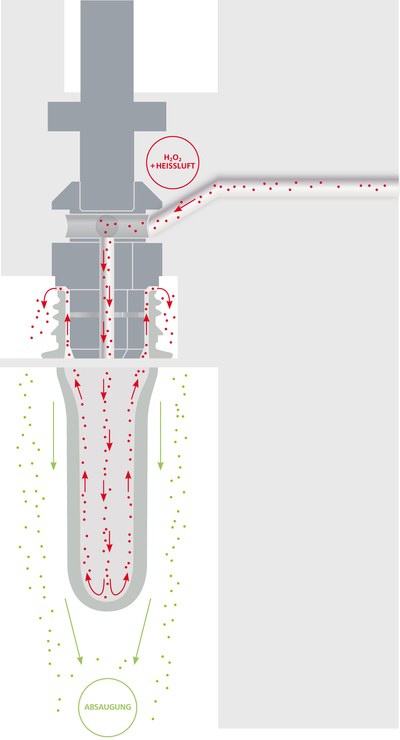
{kind=link}